
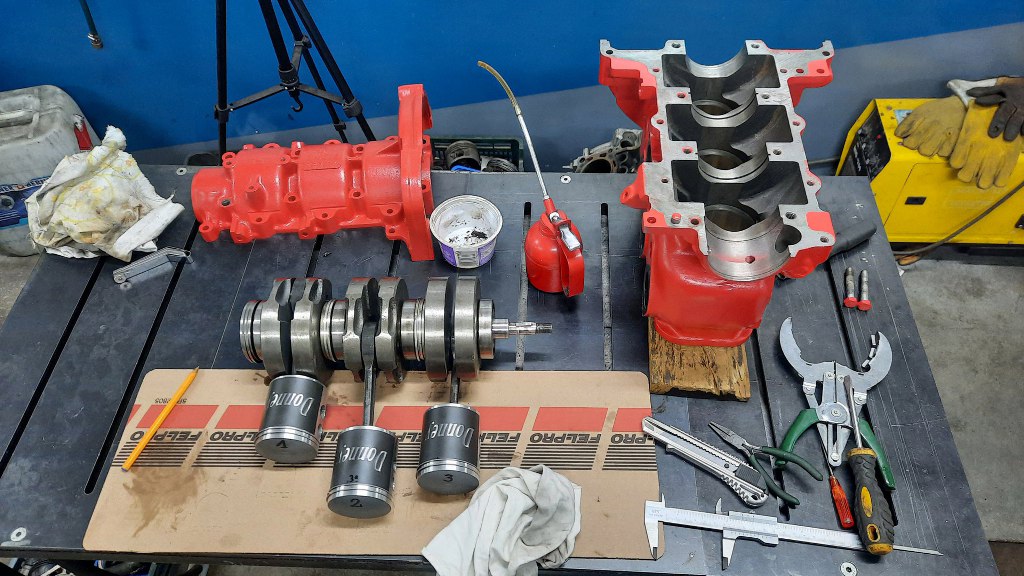
W szlifierni ustaliliśmy wymagany wymiar tłoków. Pojawiły się oczywiście pomysły, żeby może zrobić tulejowanie pod oryginalne tłoki, ale tłoki oryginalne kosztowały podobnie absurdalnie wysoką kwotę jak tłoki nowe, aftermarketowe, kute, więc pozostaliśmy przy szlifie na nadwymiar. Tulejowanie w dwusuwie rodzi jeszcze jeden problem - trzeba w tulei zrobić okna ssące i wydechowe, co aż takie proste nie jest. W każdym razie tłoki zostały zakupione, a cylindry przeszlifowane. Blok wrócił ze szlifierni. Wygląda... na używany :).

Zrobię zatem coś, żeby wyglądał ciut lepiej. Najpierw oczyściłem go ile się dało z korozji i luźnej farby. Tam, gdzie lakier dobrze się trzymał, nie upierałem się z czyszczeniem. Na zdjęciu poniżej dolna część bloku.
Potem doczyściłem jeszcze górę. Następnie wszystko dokładnie umyłem w środku i na zewnątrz, odtłuściłem i zabezpieczyłem otwory. Skręciłem dwie połówki bloku razem.
Potem już mogłem malować. Najpierw oczywiście podkład.
Potem dobrałem odpowiedni kolor z wzornika RAL.

Dzięki czemu blok odzyskał dawny blask.
Potem już mogłem brać się za składanie silnika. Wał z korbami został dokładnie umyty. Przejrzałem łożyska, żeby sprawdzić, czy są dobre. Nowe tłoki zostały oznaczone w szlifierni gdzie który ma trafić, bo niestety, mimo, że dobrej firmy (Wiseco), to każdy z nich różni się wymiarem. Niby niedużo, bo o pojedyńcze setne części milimetra, ale jednak.
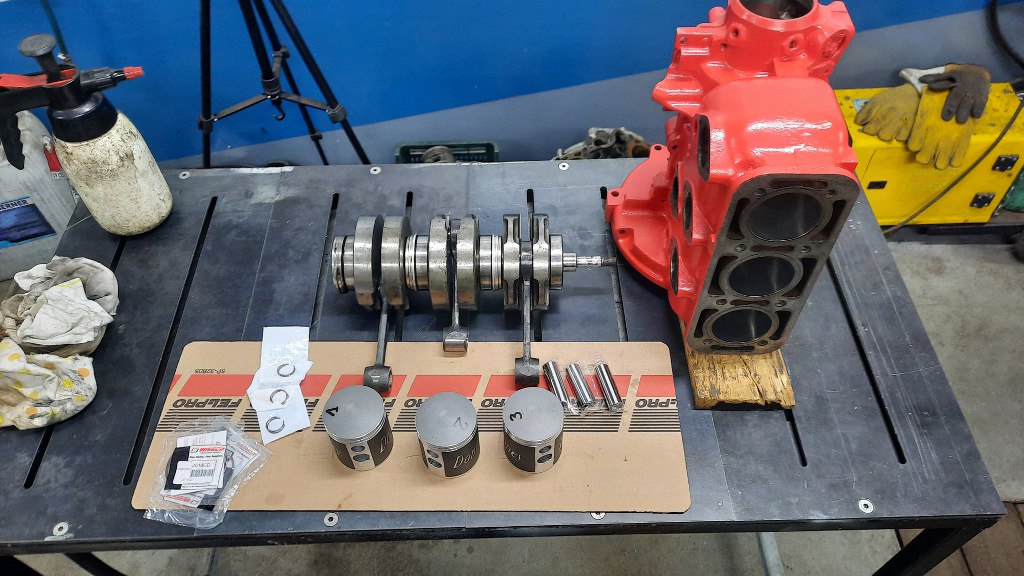
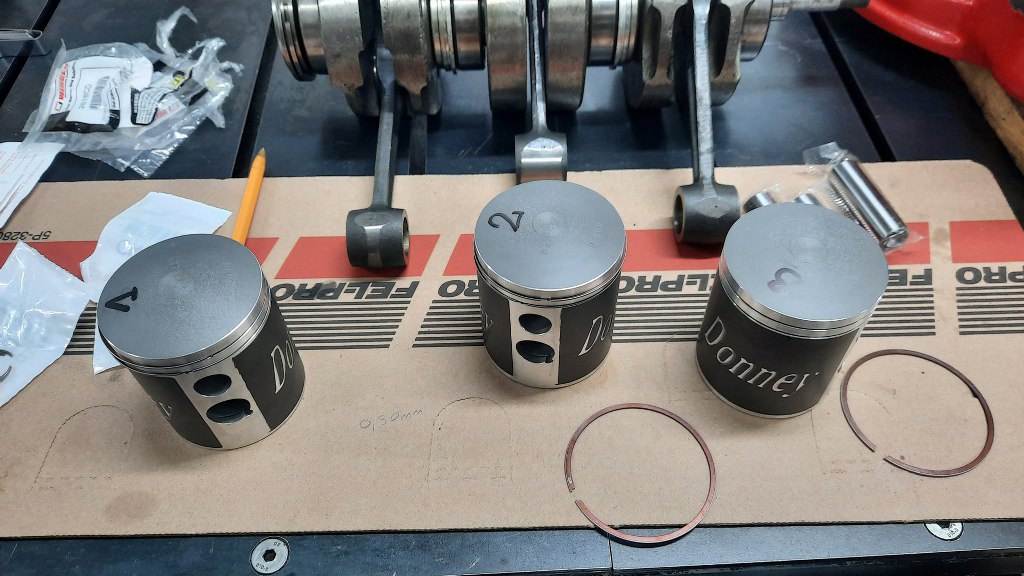
Zacząłem składanie od założenia pierścieni na tłoki. NApis Donney na tłokach dotyczy Toma Donneya - gościa ze stanów, który się ściga Sonettem w Bonneville. Tłoki są pośrednio pozyskane od niego, bo tylko on je zamawiał bezpośrednio w Wiseco :). Czy jakoś tak. W każdym razie na opakowaniu tłoka jest napis "Saab proprietary piston" :). Czyli Wiseco tą odkuwkę ma chyba tylko do tych tłoków. Pewnie dlatego kosztują więcej niż dotacja dla TVP.
Ale my nie o tym. Mamy silnik do złożenia. Pierścienie założone, pore na sworznie tłokowe. Sworzeń na korbowodzie jest umieszczony z łożyskiem widocznym na zdjęciu. Po prostu w silniku dwusuwowym, bez ukłądu olejowego, zwykła panewka nie ma racji bytu, bo całe smarowanie odbywa się z mieszanki zasilającej silnik. Widoczne na zdjęciu klipsy zabezpieczają sworzeń przed wysunięciem się z tłoka.
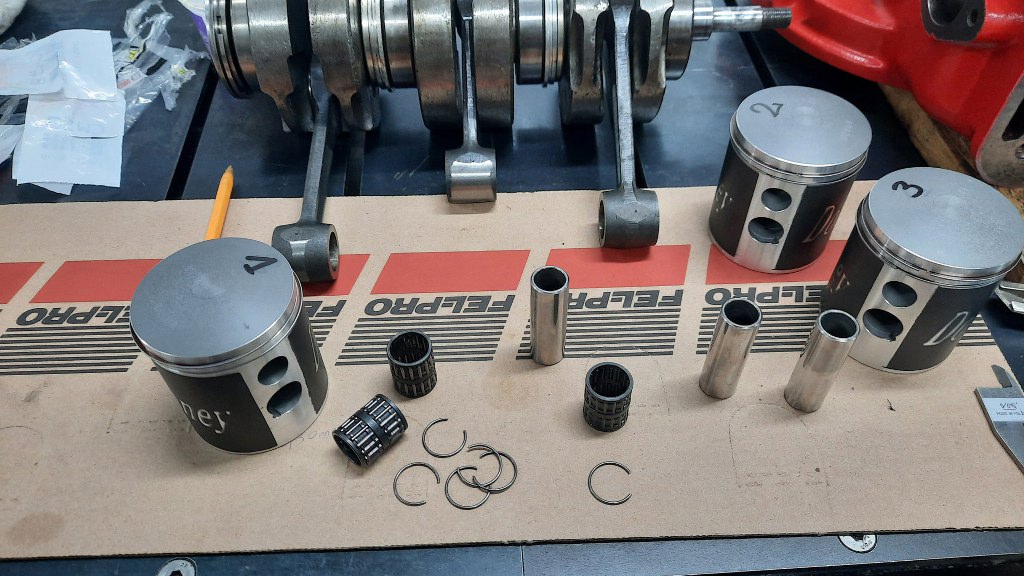
Włożyłem więc po jednym klipsie do każdego tłoka.

Potem umieściłem łożyska w korbowodach i wsuwałem sworznie na miejsce. Na koniec zabezpieczałem je klipsem z drugiej strony tłoka.

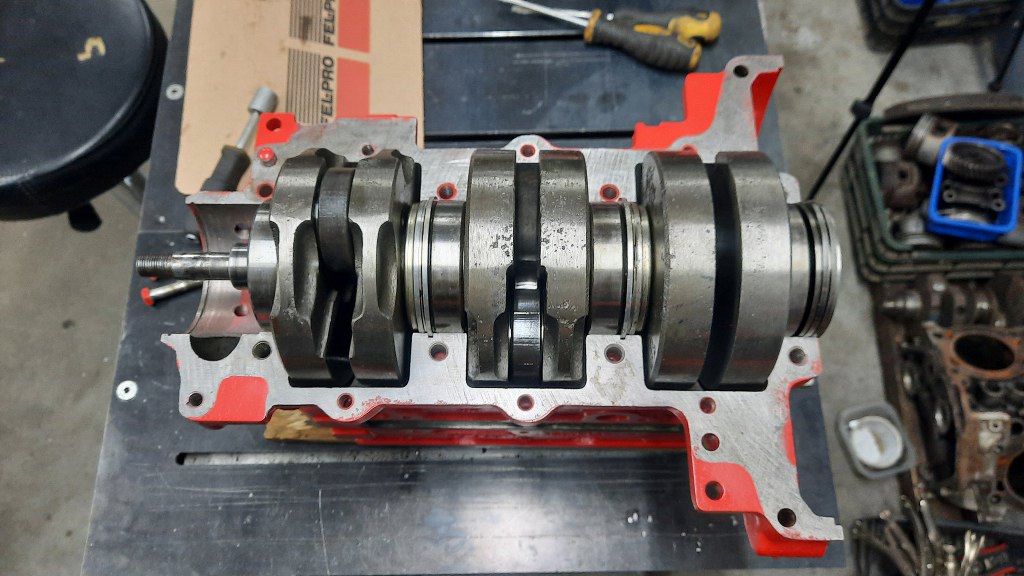
No to mam dzięki temu złożony cały układ korbowy tego silnika.
Teraz następuje trudny moment, bo trzeba unieść całość nad blokiem, poprawić pierścienie i delikatnie wsunąć tłoki w cylindry tak, żeby się nie przekosiły, jednocześnie pilnując pierścieni tłokowych. Pomógł mi w tym znajomy, który akurat był w garażu i stwierdziłz dumą, że będzie mógł mówić, że brał udziałw składaniu silnika. Na co ja odpowiedziałem, że tego silnika jest tyle, że równie dobrze może powiedzieć, że złoył cały silnik :). W każdym razie - wał z łokami jest już na miejscu.
Mogłem teraz założyć spód bloku i skręcić go śrubami. A nie, nie mogłem... śruby, które trzymały blok razem w szlifierni i do malowania nie były ocynkowane. Skręciłem zatem ile mogłem, resztę śrub uzupełnię później. Przykręciłem od razu mocowanie prądnicy, żeby się nie walało po kątach.
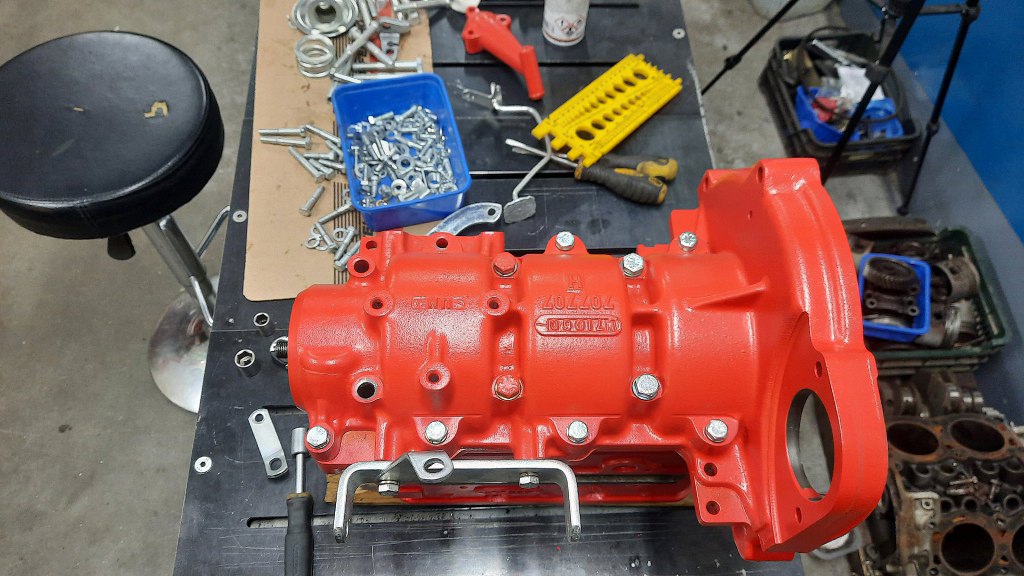
Przykręciłem śruby, do których nie będzie już łatwego dostępu, a potem założyłem poduszki silnika. Nie są one symetryczne, jest lewa i prawa.

Przygotowałem teraz wszystkie elementy składowe przedniej części wału, czyli okolice napędu aparatu zapłonowego i koło pasowe.

Sam napęd aparatu zamknięty jest pomiędzy tymi dwiema częściami uszczelniającymi go - z jednej strony od komory wstępnego sprężania, czyli dołu bloku, z drugiej strony od zewnątrz. W środku jest pełno smaru smarującego zęby napędu. Tego już mieszanka nie smaruje :).

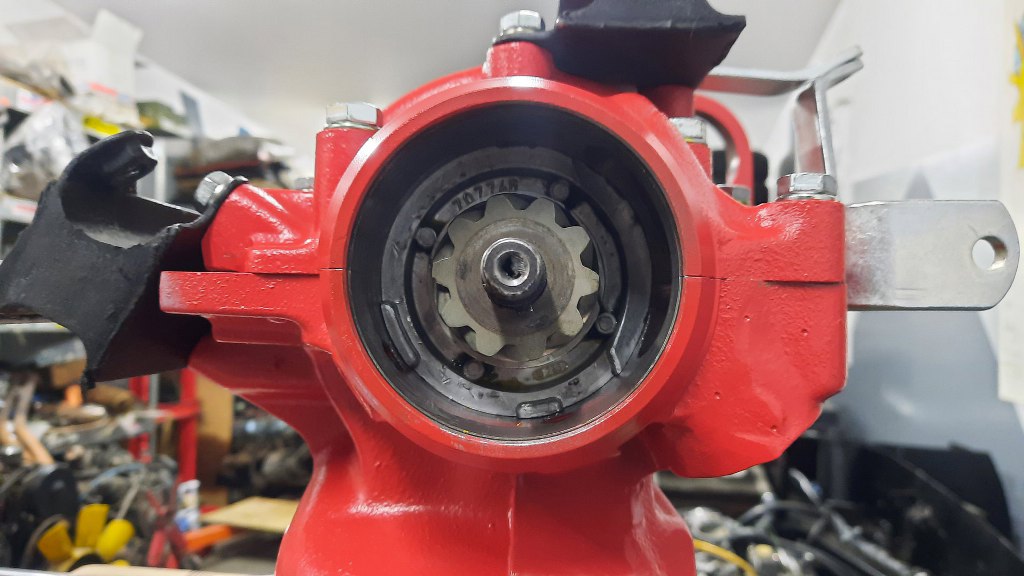
Po włożeniu do bloku tak to wygląda. Największe wycięcie jest na sam aparat zapłonowy, dwa mniejsze są na otwór do smarowania i na otwór do odprowadzenia nadmiaru smaru. Zaraz ci pokażę o co chodzi.

Najpierw wkładamy część uszczelniającą od strony silnika. Wycięcie na aparat musi być w określonej pozycji.

Potem zębatka napędzająca aparat zapłonowy.
A potem trzeba nawalić smaru do pełna. Normalnie, w trakcie eksploatacji silnika, robi się to smarowniczką, ale teraz mam dostęp, żeby zrobić to ręką.

Następnie część zamykająca od zewnątrz, zabezpieczona pierścieniem z drutu.

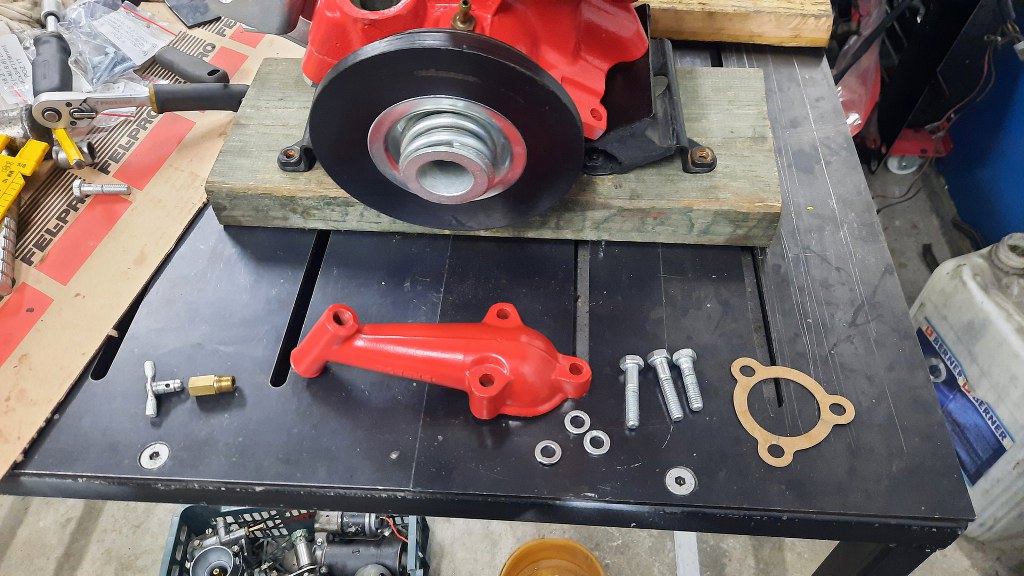
Potem ostatnie elementy - koło pasowe i cały zestaw je mocujący.

I wreszcie to, o czym pisałem wcześniej - mniej więcej na godzinie drugiej od koła widać za nim smarowniczkę, którą się zmaruje ten napęd, a u góry - rurkę, którą nadmiar smaru wydostaje się z tej przestrzeni i wylatuje na zewnątrz.

Potem odwróciłem silnik głowicą do góry i skręcam resztę. Na przykłąd kolektor wodny z boku bloku. Jego też oczyściłem i odmalowałem.
Przykręcony. Na dole ma kranik do spuszczania płynu chłodzącego.

Potem kolektor dolotowy. A właściwie - kolektorek. Tego nie odnawiałem zanadto. Jest w ładnym stanie. Poza tym ustaliliśmy z właścicielem, że wszystkie elementy aluminiowe może i można by było dać do szkiełkowania, ale zawsze jest ryzyko zniszczenia, czy zagubienia części. A że te części są na tyle rzadkie, to nie chcemy ryzykować i odnowię je tylko tyle, na ile mi się uda własnymi siłami. Czyli kolektor w zasadzie to tylko umyłem i chyba wystarczy. Wygląda dobrze.

Przykręciłem kolektor(ek) dolotowy i przygotowałem głowicę. Głowica była splanowana (musiała być) aż o 0,15mm, czyli całkiem sporo. Mamy nową uszczelkę pod głowicę, ale...
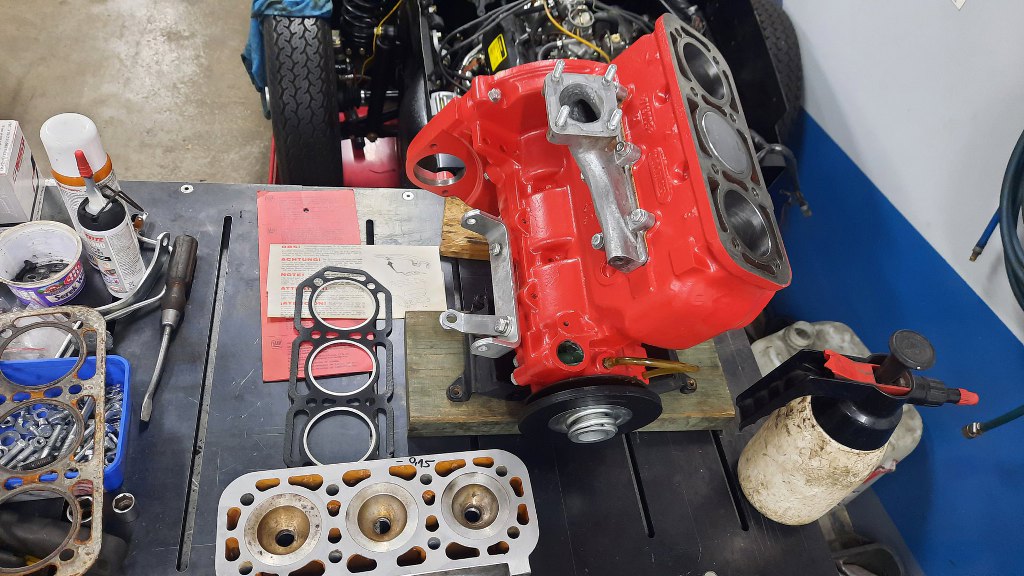
Ale zobacz jaką! NOS, czyli New Old Stock zdaje się. Opakowanie i instrukcja mnie urzeka. Są piękne! Dziś już takich nie robią. Widać też, jak ładna jest płaszczyzna głowicy po planowaniu. Umyłem też do czysta komory spalania. Ta pierwsza to jest ta, gdzie coś kiedyś wpadło.

Z płaszczyzną bloku nie było już tak łatwo. Jest ona równa, bo sprawdzałem długą suwmiarką, przykładając ją do bloku. Zresztą kloc żeliwny jest trudniej wygiąć niż głowicę z aluminium. Ale... płaszczyzna bloku miała trochę rys. Sprawdziłem na zdjęciach - rys, które były już jak tylko zdjąłem głowicę z silnika, czyli nie nabytych w szlifierni, czy u mnie. Niby warto by było planować blok, jak zazwyczaj robię. Ale... Zobacz, ile tłok wystaje nad płaszczyznę bloku. Jest określony wymiar, ile ma być między tłokiem a głowicą - 0,73mm. Nie chciałem zmniejszać tego wymiaru niepotrzebnie. Po za tym - skoro te rysy już wcześniej były, i nic nie ciekło, to znaczy, że nie są takie znaczące. Po naprawdę długim zastanowieniu podjąłem tą trudną decyzję i nie planowałem bloku.
Nawiasem mówiąc, zwróć uwagę, jak ładnie widać ślady honowania na ściance cylindra.

No dobra, ale skoro mamy tak mocno wystający tłok nad płaszczyznę bloku, i określony wymiar między tłokiem a głowicą, to może by tak to sprawdzić? Wyciągnąłem jedno z moich narzędzi specjalnych, czyli ciastolinę dla dzieci. Mam swoją, bo dzieci to mi już z tego wyrosły i nie mam komu podbierać, jak kiedyś...

Potem założyłem głowicę i lekko dokręciłem. Na tym etapie nie ma jeszcze potrzeby jej dociągać docelowym momentem. Pokręciłem wałem, żeby tłok poruszać w górę i w dół, w okolicy górnego martwego punktu.

Po zdjęciu głowicy przeciąłem ciastolinę w najcieńszym miejscu. Mogłem teraz to zmierzyć suwmiarką. Dokadność jest oczywiście mniejsza, niż mierzenie twardego materiału, ale jak się nie da inaczej, to trzeba tak. Na szczęście okazało się, że mamy tu ponad 1,5mm ciastoliny, więc jest bezpiecznie.
Potem postanowiłem rozwiązać problem, z którym się borykałem podczas prób regulacji zapłonu - brak znacznika GMP na kole pasowym. Ustawiłem zatem miernik zegarowy, żeby znaleźć najwyższy punkt drogi tłoka.

Potem opuściłem tłok od tego najwyższego punktu o 0,05mm kręcąc wałem najpierw w jedną, potem w drugą stronę. Zaznaczyłem oba miejsca na kole pasowym, a następnie wyznaczyłem punkt dokładnie pośrodku. I ten punkt naparzałem młotkiem i przecinakiem, aż powstało małe nacięcie wyznaczające właśnie GMP tłoka. Nacięcie oczywiście znajduje się naprzeciwko jednej z kropek na bloku służących do ustawiania zapłonu. Kropki potem poprawiłem czarną farbą, żeby były bardziej widoczne. Ciekawostka - regulacja jest w tym silniku dokonywana w/g drugiego cylindra.

Po doczyszczeniu tłoka i głowicy z resztek ciastoliny założyłem głowicę. Znowu dokręciłem ją tylko trochę - docelowe dokręcenie będzie już w samochodzie, jak silnik nie będzie mi się kręcił razem z kluczem dynamometrycznym. No i dwie ostatnie śruby głowicy nie mają swoich podkładek, tylko podkłada się pod nie ucho do amortyzatora bocznego silnika. A tego mi się nie chciało wyciągać z samochodu. Poza tym... do włożenia silnika wygodnie mi będzie złapać pod jedną czy dwie ze śrub jakieś ucho do wyciągarki.

Oczyściłem też króciec do węża wodnego. Był bardzo zapyziały, ale doczyścił się ładnie. Mam też do niego nową uszczelkę obok, ale jeszcze nie gotową :).

Przykręciłem króciec i wkręciłem też świece. Chyba tyle na razie. Czekam jeszcze na tarczę sprzęgła.

Zrobię zatem coś, żeby wyglądał ciut lepiej. Najpierw oczyściłem go ile się dało z korozji i luźnej farby. Tam, gdzie lakier dobrze się trzymał, nie upierałem się z czyszczeniem. Na zdjęciu poniżej dolna część bloku.
Potem doczyściłem jeszcze górę. Następnie wszystko dokładnie umyłem w środku i na zewnątrz, odtłuściłem i zabezpieczyłem otwory. Skręciłem dwie połówki bloku razem.
Potem już mogłem malować. Najpierw oczywiście podkład.
Potem dobrałem odpowiedni kolor z wzornika RAL.
Dzięki czemu blok odzyskał dawny blask.
Potem już mogłem brać się za składanie silnika. Wał z korbami został dokładnie umyty. Przejrzałem łożyska, żeby sprawdzić, czy są dobre. Nowe tłoki zostały oznaczone w szlifierni gdzie który ma trafić, bo niestety, mimo, że dobrej firmy (Wiseco), to każdy z nich różni się wymiarem. Niby niedużo, bo o pojedyńcze setne części milimetra, ale jednak.
Zacząłem składanie od założenia pierścieni na tłoki. NApis Donney na tłokach dotyczy Toma Donneya - gościa ze stanów, który się ściga Sonettem w Bonneville. Tłoki są pośrednio pozyskane od niego, bo tylko on je zamawiał bezpośrednio w Wiseco :). Czy jakoś tak. W każdym razie na opakowaniu tłoka jest napis "Saab proprietary piston" :). Czyli Wiseco tą odkuwkę ma chyba tylko do tych tłoków. Pewnie dlatego kosztują więcej niż dotacja dla TVP.
Ale my nie o tym. Mamy silnik do złożenia. Pierścienie założone, pore na sworznie tłokowe. Sworzeń na korbowodzie jest umieszczony z łożyskiem widocznym na zdjęciu. Po prostu w silniku dwusuwowym, bez ukłądu olejowego, zwykła panewka nie ma racji bytu, bo całe smarowanie odbywa się z mieszanki zasilającej silnik. Widoczne na zdjęciu klipsy zabezpieczają sworzeń przed wysunięciem się z tłoka.
Włożyłem więc po jednym klipsie do każdego tłoka.
Potem umieściłem łożyska w korbowodach i wsuwałem sworznie na miejsce. Na koniec zabezpieczałem je klipsem z drugiej strony tłoka.
No to mam dzięki temu złożony cały układ korbowy tego silnika.
Teraz następuje trudny moment, bo trzeba unieść całość nad blokiem, poprawić pierścienie i delikatnie wsunąć tłoki w cylindry tak, żeby się nie przekosiły, jednocześnie pilnując pierścieni tłokowych. Pomógł mi w tym znajomy, który akurat był w garażu i stwierdziłz dumą, że będzie mógł mówić, że brał udziałw składaniu silnika. Na co ja odpowiedziałem, że tego silnika jest tyle, że równie dobrze może powiedzieć, że złoył cały silnik :). W każdym razie - wał z łokami jest już na miejscu.
Mogłem teraz założyć spód bloku i skręcić go śrubami. A nie, nie mogłem... śruby, które trzymały blok razem w szlifierni i do malowania nie były ocynkowane. Skręciłem zatem ile mogłem, resztę śrub uzupełnię później. Przykręciłem od razu mocowanie prądnicy, żeby się nie walało po kątach.
Przykręciłem śruby, do których nie będzie już łatwego dostępu, a potem założyłem poduszki silnika. Nie są one symetryczne, jest lewa i prawa.
Przygotowałem teraz wszystkie elementy składowe przedniej części wału, czyli okolice napędu aparatu zapłonowego i koło pasowe.
Sam napęd aparatu zamknięty jest pomiędzy tymi dwiema częściami uszczelniającymi go - z jednej strony od komory wstępnego sprężania, czyli dołu bloku, z drugiej strony od zewnątrz. W środku jest pełno smaru smarującego zęby napędu. Tego już mieszanka nie smaruje :).
Po włożeniu do bloku tak to wygląda. Największe wycięcie jest na sam aparat zapłonowy, dwa mniejsze są na otwór do smarowania i na otwór do odprowadzenia nadmiaru smaru. Zaraz ci pokażę o co chodzi.
Najpierw wkładamy część uszczelniającą od strony silnika. Wycięcie na aparat musi być w określonej pozycji.
Potem zębatka napędzająca aparat zapłonowy.
A potem trzeba nawalić smaru do pełna. Normalnie, w trakcie eksploatacji silnika, robi się to smarowniczką, ale teraz mam dostęp, żeby zrobić to ręką.
Następnie część zamykająca od zewnątrz, zabezpieczona pierścieniem z drutu.
Potem ostatnie elementy - koło pasowe i cały zestaw je mocujący.
I wreszcie to, o czym pisałem wcześniej - mniej więcej na godzinie drugiej od koła widać za nim smarowniczkę, którą się zmaruje ten napęd, a u góry - rurkę, którą nadmiar smaru wydostaje się z tej przestrzeni i wylatuje na zewnątrz.
Potem odwróciłem silnik głowicą do góry i skręcam resztę. Na przykłąd kolektor wodny z boku bloku. Jego też oczyściłem i odmalowałem.
Przykręcony. Na dole ma kranik do spuszczania płynu chłodzącego.
Potem kolektor dolotowy. A właściwie - kolektorek. Tego nie odnawiałem zanadto. Jest w ładnym stanie. Poza tym ustaliliśmy z właścicielem, że wszystkie elementy aluminiowe może i można by było dać do szkiełkowania, ale zawsze jest ryzyko zniszczenia, czy zagubienia części. A że te części są na tyle rzadkie, to nie chcemy ryzykować i odnowię je tylko tyle, na ile mi się uda własnymi siłami. Czyli kolektor w zasadzie to tylko umyłem i chyba wystarczy. Wygląda dobrze.
Przykręciłem kolektor(ek) dolotowy i przygotowałem głowicę. Głowica była splanowana (musiała być) aż o 0,15mm, czyli całkiem sporo. Mamy nową uszczelkę pod głowicę, ale...
Ale zobacz jaką! NOS, czyli New Old Stock zdaje się. Opakowanie i instrukcja mnie urzeka. Są piękne! Dziś już takich nie robią. Widać też, jak ładna jest płaszczyzna głowicy po planowaniu. Umyłem też do czysta komory spalania. Ta pierwsza to jest ta, gdzie coś kiedyś wpadło.
Z płaszczyzną bloku nie było już tak łatwo. Jest ona równa, bo sprawdzałem długą suwmiarką, przykładając ją do bloku. Zresztą kloc żeliwny jest trudniej wygiąć niż głowicę z aluminium. Ale... płaszczyzna bloku miała trochę rys. Sprawdziłem na zdjęciach - rys, które były już jak tylko zdjąłem głowicę z silnika, czyli nie nabytych w szlifierni, czy u mnie. Niby warto by było planować blok, jak zazwyczaj robię. Ale... Zobacz, ile tłok wystaje nad płaszczyznę bloku. Jest określony wymiar, ile ma być między tłokiem a głowicą - 0,73mm. Nie chciałem zmniejszać tego wymiaru niepotrzebnie. Po za tym - skoro te rysy już wcześniej były, i nic nie ciekło, to znaczy, że nie są takie znaczące. Po naprawdę długim zastanowieniu podjąłem tą trudną decyzję i nie planowałem bloku.
Nawiasem mówiąc, zwróć uwagę, jak ładnie widać ślady honowania na ściance cylindra.
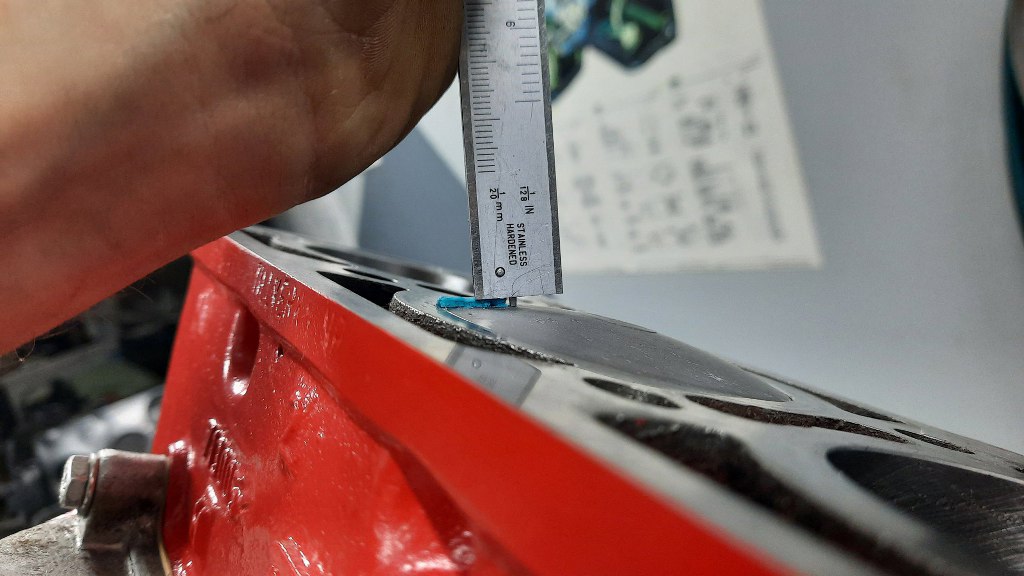
No dobra, ale skoro mamy tak mocno wystający tłok nad płaszczyznę bloku, i określony wymiar między tłokiem a głowicą, to może by tak to sprawdzić? Wyciągnąłem jedno z moich narzędzi specjalnych, czyli ciastolinę dla dzieci. Mam swoją, bo dzieci to mi już z tego wyrosły i nie mam komu podbierać, jak kiedyś...
Potem założyłem głowicę i lekko dokręciłem. Na tym etapie nie ma jeszcze potrzeby jej dociągać docelowym momentem. Pokręciłem wałem, żeby tłok poruszać w górę i w dół, w okolicy górnego martwego punktu.
Po zdjęciu głowicy przeciąłem ciastolinę w najcieńszym miejscu. Mogłem teraz to zmierzyć suwmiarką. Dokadność jest oczywiście mniejsza, niż mierzenie twardego materiału, ale jak się nie da inaczej, to trzeba tak. Na szczęście okazało się, że mamy tu ponad 1,5mm ciastoliny, więc jest bezpiecznie.
Potem postanowiłem rozwiązać problem, z którym się borykałem podczas prób regulacji zapłonu - brak znacznika GMP na kole pasowym. Ustawiłem zatem miernik zegarowy, żeby znaleźć najwyższy punkt drogi tłoka.
Potem opuściłem tłok od tego najwyższego punktu o 0,05mm kręcąc wałem najpierw w jedną, potem w drugą stronę. Zaznaczyłem oba miejsca na kole pasowym, a następnie wyznaczyłem punkt dokładnie pośrodku. I ten punkt naparzałem młotkiem i przecinakiem, aż powstało małe nacięcie wyznaczające właśnie GMP tłoka. Nacięcie oczywiście znajduje się naprzeciwko jednej z kropek na bloku służących do ustawiania zapłonu. Kropki potem poprawiłem czarną farbą, żeby były bardziej widoczne. Ciekawostka - regulacja jest w tym silniku dokonywana w/g drugiego cylindra.
Po doczyszczeniu tłoka i głowicy z resztek ciastoliny założyłem głowicę. Znowu dokręciłem ją tylko trochę - docelowe dokręcenie będzie już w samochodzie, jak silnik nie będzie mi się kręcił razem z kluczem dynamometrycznym. No i dwie ostatnie śruby głowicy nie mają swoich podkładek, tylko podkłada się pod nie ucho do amortyzatora bocznego silnika. A tego mi się nie chciało wyciągać z samochodu. Poza tym... do włożenia silnika wygodnie mi będzie złapać pod jedną czy dwie ze śrub jakieś ucho do wyciągarki.
Oczyściłem też króciec do węża wodnego. Był bardzo zapyziały, ale doczyścił się ładnie. Mam też do niego nową uszczelkę obok, ale jeszcze nie gotową :).
Przykręciłem króciec i wkręciłem też świece. Chyba tyle na razie. Czekam jeszcze na tarczę sprzęgła.