
Zawiozłem silnik do szlifierni. Ku wielkiej radości Jędrka (i jego portfela :) ) potwierdziły się moje pomiary, i tłoki zostają stare. Wystarczyło lekkie honowanie cylindrów. Czopy korbowe wału również zostały w nominalnym wymiarze. Jedynie czopy główne wymagały szlifu. Jędrek kupił nowe panewki główne, ale okazało się, że tylko jedna połówka z każdego kompletu jest taka, jak była w silniku. Podjęłiśmy decyzję o kupnie drugiego identycznego kompletu. Na zdjęciu widać już obydwa.

Z tych dwóch kompletów zostawiliśmy tylko te właściwe, według mnie, połówki. Dzięki temu, moim zdaniem, olej będzie lepiej docierał do dolnej połówki panewki tym rowkiem. Taki zestaw dostarczyłem do szlifierni, tam zostało to założone na blok i pod wymiar wewnętrzny panewek, z założonym odpowiednim luzem, został szlifowany wał korbowy. Podczas sprawdzania wału okazało się też, że niektóre podpory są lekko krzywe, więc zostało też zrobione osiowanie wału. Dla tych, którzy nie wiedzą co to - stopy wału lekko się planuje, żeby zmniejszyć średnicę otworu na panewki. Potem honuje się jednym narzędziem wszystkie na raz otwory na panewki w bloku, przy założonych i dokręconych stopach wału.

Po powrocie bloku ze szlifierni zacząłem go przygotowywać do mycia i malowania. Wykręciłem szpilki pompy paliwa.

Przypomnę tylko, że blok był umyty w szlifierni i przed, i po obróbkach. Mimo to, zostaje zawsze bardzo dużo zanieczyszczeń. Na zdjęciu widać blok z umytą dolną częścią (czyli normalnie patrząc od strony kierowcy - lewą stroną silnika). Góra jeszcze jest do umycia. Miska widoczna poniżej była czysta przed myciem. To świadczy o tym jak wiele trzeba uwagi poświęcić na doczyszczenie silnika przed składaniem.

Blok został umyty, odtłuszczony i wysuszony w środku. Teraz będę czyścił zewnętrzną część z rdzy, oleju i resztek farby. Podczas czyszczenia blok jeszcze się zabrudzi w środku, ale dzięki temu, że jest wstępnie umyty, dużo łątwiej później będzie go domyć po pomalowaniu. Mycie rozkładam na dwa etapy, bo po pomalowaniu szkoda by mi było zniszczyć warstwę farby.

Blok doczyszczony dość dokładnie. Broków nie wymieniam, nie ma potrzeby.


Po dokładnym odtłuszczeniu pomalowałem blok podkładem.

Rurka bagnetu oryginalnie była ocynkowana, ale ani ja, ani nikt w szlifierni nie mogliśmy jej wyjąć, więc będzie pomalowana razem z blokiem.

Następnie położone zostały dwie warstwy czarnej farby.

Domyłem z zewnątrz pompę oleju.

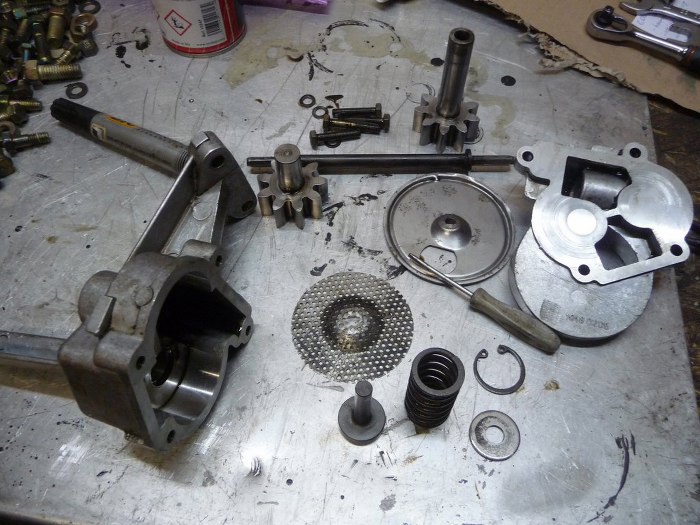
Rozłożyłem pompę oleju i sprawdziłem jej stan. Była niedawno założona nowa, więc nie wymianiamy jej teraz, jest dobra. Wymyłem tylko dokładnie każdy element i sprawdziłem, czy wymiar sprężyny zaworu upustowego ciśnienia oleju jest zgodny ze specyfikacją. Przy rozkładaniu pompy warto zaznaczyć wzajemne położenie kół zębatych, żeby złożyć je w tej samej pozycji.
Odebrałem z galwanizerni śrubki i drobiazgi silnikowe.

Wyszło naprawdę pięknie, ale to zasługa głównie dobrego przygotowania do ocynku.

Tłoki, jak widać, też da się dość ładnie domyć. Niestety pierwsze pierścienie kompresyjne miały luz w rowku - rowek był wyrobiony. Dlatego został on roztoczony z 1,5mm do 1,6mm i dobrane zostały grubsze pierścienie.

Zacząłem też przygotowywać "nową" miskę olejową. Po korku widać, że płyta pod silnikiem może się przydać - widzisz obtarcie? Druga sprawa, to silikon...

Z tych dwóch kompletów zostawiliśmy tylko te właściwe, według mnie, połówki. Dzięki temu, moim zdaniem, olej będzie lepiej docierał do dolnej połówki panewki tym rowkiem. Taki zestaw dostarczyłem do szlifierni, tam zostało to założone na blok i pod wymiar wewnętrzny panewek, z założonym odpowiednim luzem, został szlifowany wał korbowy. Podczas sprawdzania wału okazało się też, że niektóre podpory są lekko krzywe, więc zostało też zrobione osiowanie wału. Dla tych, którzy nie wiedzą co to - stopy wału lekko się planuje, żeby zmniejszyć średnicę otworu na panewki. Potem honuje się jednym narzędziem wszystkie na raz otwory na panewki w bloku, przy założonych i dokręconych stopach wału.
Po powrocie bloku ze szlifierni zacząłem go przygotowywać do mycia i malowania. Wykręciłem szpilki pompy paliwa.
Przypomnę tylko, że blok był umyty w szlifierni i przed, i po obróbkach. Mimo to, zostaje zawsze bardzo dużo zanieczyszczeń. Na zdjęciu widać blok z umytą dolną częścią (czyli normalnie patrząc od strony kierowcy - lewą stroną silnika). Góra jeszcze jest do umycia. Miska widoczna poniżej była czysta przed myciem. To świadczy o tym jak wiele trzeba uwagi poświęcić na doczyszczenie silnika przed składaniem.
Blok został umyty, odtłuszczony i wysuszony w środku. Teraz będę czyścił zewnętrzną część z rdzy, oleju i resztek farby. Podczas czyszczenia blok jeszcze się zabrudzi w środku, ale dzięki temu, że jest wstępnie umyty, dużo łątwiej później będzie go domyć po pomalowaniu. Mycie rozkładam na dwa etapy, bo po pomalowaniu szkoda by mi było zniszczyć warstwę farby.
Blok doczyszczony dość dokładnie. Broków nie wymieniam, nie ma potrzeby.
Po dokładnym odtłuszczeniu pomalowałem blok podkładem.
Rurka bagnetu oryginalnie była ocynkowana, ale ani ja, ani nikt w szlifierni nie mogliśmy jej wyjąć, więc będzie pomalowana razem z blokiem.
Następnie położone zostały dwie warstwy czarnej farby.
Domyłem z zewnątrz pompę oleju.
Rozłożyłem pompę oleju i sprawdziłem jej stan. Była niedawno założona nowa, więc nie wymianiamy jej teraz, jest dobra. Wymyłem tylko dokładnie każdy element i sprawdziłem, czy wymiar sprężyny zaworu upustowego ciśnienia oleju jest zgodny ze specyfikacją. Przy rozkładaniu pompy warto zaznaczyć wzajemne położenie kół zębatych, żeby złożyć je w tej samej pozycji.
Odebrałem z galwanizerni śrubki i drobiazgi silnikowe.
Wyszło naprawdę pięknie, ale to zasługa głównie dobrego przygotowania do ocynku.
Tłoki, jak widać, też da się dość ładnie domyć. Niestety pierwsze pierścienie kompresyjne miały luz w rowku - rowek był wyrobiony. Dlatego został on roztoczony z 1,5mm do 1,6mm i dobrane zostały grubsze pierścienie.
Zacząłem też przygotowywać "nową" miskę olejową. Po korku widać, że płyta pod silnikiem może się przydać - widzisz obtarcie? Druga sprawa, to silikon...