
Trochę czasu minęło i możemy pochwalić się kilkoma osiągnięciami. Głównie Michał robi swój silnik, ale ja go bardzo mocno wspieram mentalnie, a czasem nawet trochę wiedzą i doświadczeniem :)
Głowica została frezowana, aby nieco zwiększyć stopień sprężania. W sumie zostało zdjęte około 2mm.

Po obróbce głowicy Michał pomalował pierwszą partię części silnika.

Blok również został przywieziony z obróbki. Tu było dość sporo zrobione:
- honowanie cylindrów
- planowanie płaszczyzny bloku pod głowicę
- szlif wału korbowego
- osiowanie stóp wału korbowego
- osiowanie czopów korbowodów
- dorobienie nowych panewek głównych, oporowych i korbowych

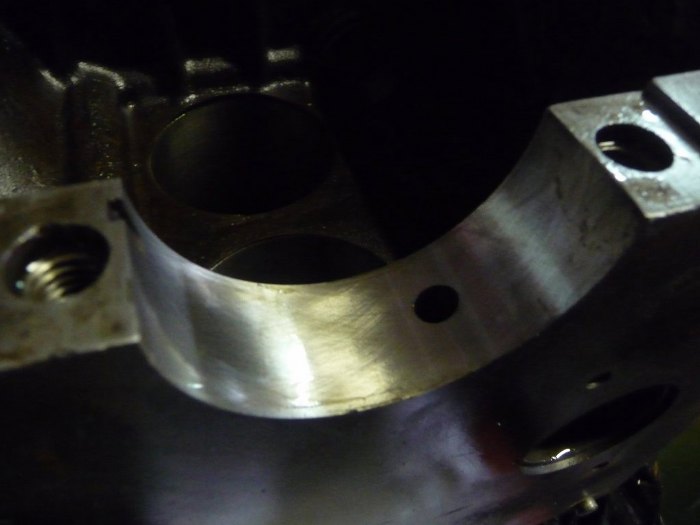
Tu widać ślady honowania po osiowaniu.
A tu widać ślady honowania cylindra. W zasadzie można by zrobić szlif, ale dość ciężko było znaleźć nowe, pasujące tłoki - ktoś to już kiedyś szlifował i blok jest poza dostępnymi nadwymiarami. Tłoki i gładzie są w miarę ok, więc powinno to działać.

Przed myciem bloku Michał postanowił lekko poprawić kanały w bloku, żeby później nie robić opiłków w czystym bloku. Tu widać jak wyglądają kanały po przyłożeniu uszczelki.

I po szlifowaniu.

Następnie stwierdziliśmy zgodnie, że niemożliwe będzie domycie bloku bez otworzenia kanałów olejowych. Dla przypomnienia - silnik ten fabrycznie nie musiał być wyposażony w filtr oleju i nie mamy pewności, że w ogóle taki filtr kiedykolwiek miał. Nawet jeśli miał, to było to akcesorium, które filtrowało ledwie jakiś procent oleju przepływającego przez silnik. Do tego dodajmy stare oleje bez dodatku detergentów i mamy masę szlamu w kanałach olejowych. Nie wierzysz? Za chwilę to udowodnię :) Na zdjęciu widać jedną z wielu mosiężnych zaślepek kanałów olejowych.

Zanim się nią Michał zajął, oczyścił z grubsza blok i szczotką drucianą usunął starą farbę i rdzę. Piwo musiało się tu znaleźć przypadkiem.

Tu widzisz palnik. Tak - mosiężne korki nie dały się ruszyć ani po dobroci, ani siłą, ani palnikiem. Dlatego większość z nich musieliśmy potraktować wiertłem...

Jak widać jest ich kilka w tym bloku. Fabryka wierciła kanały olejowe od zewnątrz i zamykała je korkami. Stąd łatwo jest znaleźć cały układ olejowy silnika - wystarczy szukać korków. Tu widać już jeden przewiercony, a drugi zmasakrowany podczas prób odkręcenia.

Po otwarciu kanałów olejowych ze środka można wymyć całą masę szlamu olejowego.




Następnie Michał kupił trochę korków i zaczął gwintować pod nie otwory.

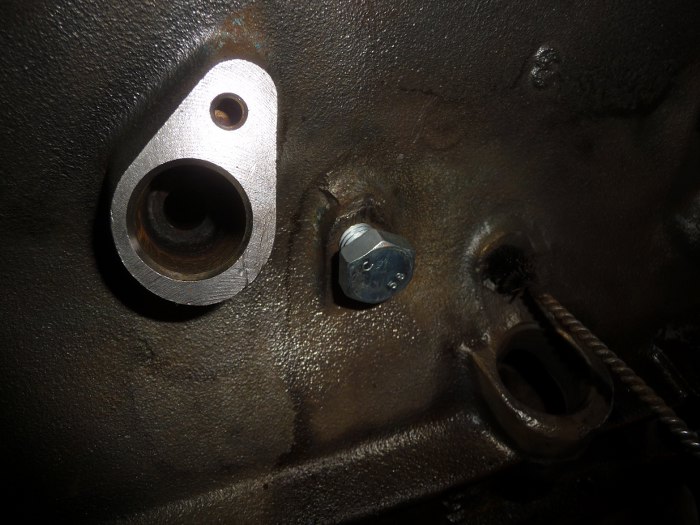
Niektóre korki rozwierciliśmy nieco bardziej, żeby zrobić miejsce na nowy, niezniszczony gwint. Stąd śruba większej średnicy użyta jako korek.
A tu mniejszy korek, wkręceny imbusem.

Potem wybiliśmy panewki rozrządu. Jak widać, są również w szlamie olejowym, ale najciekawsze jest to, że kanały olejowe w zewnętrznej części panewek, w połowie ich wysokości, przebiegające przez cały obwód panewek, są doszczętnie zatkane. Dobrze, że to wyjęliśmy.

Po domyciu widać, że są to jeszcze oryginalne części Forda.

Potem można było już dość dokładnie umyć blok w środku i na zewnątrz i położyć warstwę podkładu.


A po kilku dniach blok został pomalowany dwukrotnie już na swój docelowy kolor.


Głowica została frezowana, aby nieco zwiększyć stopień sprężania. W sumie zostało zdjęte około 2mm.
Po obróbce głowicy Michał pomalował pierwszą partię części silnika.
Blok również został przywieziony z obróbki. Tu było dość sporo zrobione:
- honowanie cylindrów
- planowanie płaszczyzny bloku pod głowicę
- szlif wału korbowego
- osiowanie stóp wału korbowego
- osiowanie czopów korbowodów
- dorobienie nowych panewek głównych, oporowych i korbowych
Tu widać ślady honowania po osiowaniu.
A tu widać ślady honowania cylindra. W zasadzie można by zrobić szlif, ale dość ciężko było znaleźć nowe, pasujące tłoki - ktoś to już kiedyś szlifował i blok jest poza dostępnymi nadwymiarami. Tłoki i gładzie są w miarę ok, więc powinno to działać.
Przed myciem bloku Michał postanowił lekko poprawić kanały w bloku, żeby później nie robić opiłków w czystym bloku. Tu widać jak wyglądają kanały po przyłożeniu uszczelki.
I po szlifowaniu.
Następnie stwierdziliśmy zgodnie, że niemożliwe będzie domycie bloku bez otworzenia kanałów olejowych. Dla przypomnienia - silnik ten fabrycznie nie musiał być wyposażony w filtr oleju i nie mamy pewności, że w ogóle taki filtr kiedykolwiek miał. Nawet jeśli miał, to było to akcesorium, które filtrowało ledwie jakiś procent oleju przepływającego przez silnik. Do tego dodajmy stare oleje bez dodatku detergentów i mamy masę szlamu w kanałach olejowych. Nie wierzysz? Za chwilę to udowodnię :) Na zdjęciu widać jedną z wielu mosiężnych zaślepek kanałów olejowych.
Zanim się nią Michał zajął, oczyścił z grubsza blok i szczotką drucianą usunął starą farbę i rdzę. Piwo musiało się tu znaleźć przypadkiem.
Tu widzisz palnik. Tak - mosiężne korki nie dały się ruszyć ani po dobroci, ani siłą, ani palnikiem. Dlatego większość z nich musieliśmy potraktować wiertłem...
Jak widać jest ich kilka w tym bloku. Fabryka wierciła kanały olejowe od zewnątrz i zamykała je korkami. Stąd łatwo jest znaleźć cały układ olejowy silnika - wystarczy szukać korków. Tu widać już jeden przewiercony, a drugi zmasakrowany podczas prób odkręcenia.
Po otwarciu kanałów olejowych ze środka można wymyć całą masę szlamu olejowego.
Następnie Michał kupił trochę korków i zaczął gwintować pod nie otwory.
Niektóre korki rozwierciliśmy nieco bardziej, żeby zrobić miejsce na nowy, niezniszczony gwint. Stąd śruba większej średnicy użyta jako korek.
A tu mniejszy korek, wkręceny imbusem.
Potem wybiliśmy panewki rozrządu. Jak widać, są również w szlamie olejowym, ale najciekawsze jest to, że kanały olejowe w zewnętrznej części panewek, w połowie ich wysokości, przebiegające przez cały obwód panewek, są doszczętnie zatkane. Dobrze, że to wyjęliśmy.
Po domyciu widać, że są to jeszcze oryginalne części Forda.
Potem można było już dość dokładnie umyć blok w środku i na zewnątrz i położyć warstwę podkładu.
A po kilku dniach blok został pomalowany dwukrotnie już na swój docelowy kolor.